
Voilà des années que je bave devant les sites montrant des imprimantes 3D.
Pour imprimer des pièces défectueuses d'appareils électroménagers, pour faire de petites pièces mécaniques ou encore pour produire des sculptures et autres figurines.
La technologie est de plus en plus accessible, des imprimantes 3D ne demandant que peu d'intervention au montage ou câblage sont trouvables pour moins de 300€, il est temps de partir à la recherche de celle qui trouvera sa place dans mon atelier!
La technique :
Plusieurs types d'imprimantes 3D existent, ne parlons que des imprimantes accessibles au commun des mortels (déjà biens pétés de thunes quand même) : imprimantes à dépôt de fil (FDM), imprimantes à bain de résine liquide (SLA).
Le principe de l'imprimante FDM est simple, on liquéfie du fil plastique en le chauffant, puis il est déposé sur une surface par une buse. On imprime couche par couche et à la fin on obtient l'objet en 3D.
Voici quelques exemples d'imprimantes de ce type :
|
|
|
 |
Les imprimantes SLA possèdent un bac à fond transparent qu'on remplit de résine liquide polymérisant quand elle est exposée au UV. Les impressions sont réalisées la tête en bas, seul le plateau monte ou descend. Et c'est soit un laser UV, soit un système DLP (comme on trouve dans les projecteurs vidéo) mais UV, soit un lcd qui masque une source UV qui projettent la forme de la couche à imprimer dans la résine liquide la faisant se polymériser.
Elles ont toutes un peu la même tronche avec un capot orange pour filtrer les UV :

Les deux techniques ont leurs avantages et leurs inconvénients, je ne vais citer que les points qui me semblent essentiels :
- Les pièces sont plus robustes mécaniquement avec une imprimante FDM.
- Le rendu esthétique est meilleur avec une imprimante SLA.
- La mise en œuvre d'une imprimante FDM est BEAUCOUP plus simple que celle d'une imprimante SLA. Cette dernière nécessite beaucoup plus d'interventions (remplissage et vidage de cuve, nettoyage des pièces, finalisation du durcissement des impressions dans une boite à UV, nettoyage de l'imprimante, ...), de manipulations de produits dangereux (résine UV, alcool isopropylique et autres détergents) et de matériel (EPI divers, curing box, ...).
- La mécanique d'une imprimante SLA est plus simple. Donc moins de risques de pannes.
- Les imprimantes FDM même peu chères on un volume d'impression confortables (souvent un cube de plus de 20cm de côtés).
La recherche :
La réflexion est à son apogée, les neurones fument et mon banquier est inquiet parce que je risque à tout moment de craquer et de le priver d'une partie de mon pognon... cherchez l'erreur. 
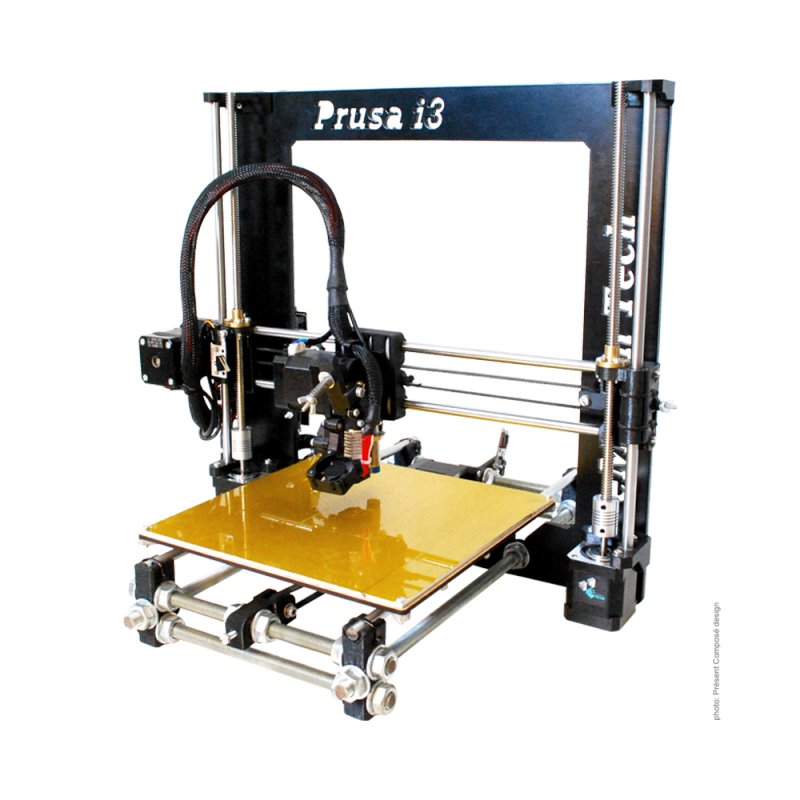
Prusa i3 MK3
C'est le mètre étalon des imprimantes FDM et probablement l'imprimante la plus copiée puisqu'elle est open source. Par contre, ces clones sont de qualités variables, ils peuvent aller de l'inutilisable à "c'est même mieux que l'original!".
L'original coute 700€, à mon grand regret c'est bien au-delà de ce que je suis prêt à mettre dans une imprimante 3D.
FLSun modèle 2019
Dans un premier temps, c'est l'imprimante de chez FLSun qui retient mon attention. Elle est sous la barre des 250€ et semble bien pensée mécaniquement et a un beau volume d'impression de 26cm en X et Y, et de 35cm en Z :
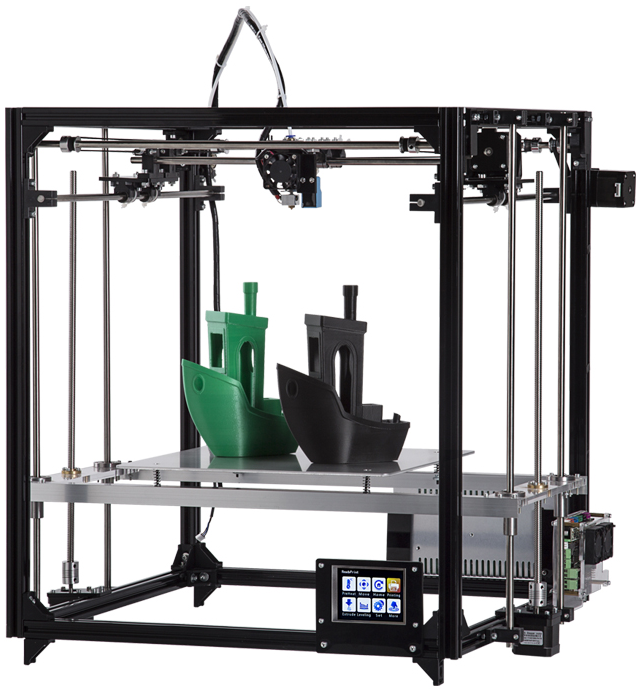
L'écran couleur tactile est un ajout intéressant, tout comme (pour le modèle le plus cher) la communication par Wifi.
Lit chauffant, nivelage automatique, bref, elle est littéralement full option.
Par contre, d'après les critiques des acheteurs, il semble qu'elle nécessite quelques améliorations pour tourner correctement.
La Geeetech A20M
Mais, après prises d'infos chez les testeurs d'imprimantes 3D, la Geeetech A20M serait un des modèles accessibles les plus intéressants à l'heure actuelle (impression bicolore, capable de faire des dégradés).
Un peu plus chère, elle reste sous les 350€ et possède un volume d'impression légèrement moindre de 25cm dans tous les axes.
Elle est plus "sage" que sa concurrente ci-dessus au niveau des options (exit le wifi et l'écran couleur tactile), mais reçoit des critiques positives quand à sa facilité à mettre en route et la qualité de ses impressions. Voir ce test vidéo réalisé par Heliox.
La surprise ?! 
Par acquis de conscience, il me fallait vérifier si il n'existait pas des imprimantes SLA à petit prix. Il y a quelques années, les modèles les moins inabordables tournaient dans les 1500 à 3000€. Sans grand espoir, j'ai parcouru le net à la recherche d'infos. Quelle ne fut pas ma surprise de tomber sur des critiques élogieuses pour une imprimante SLA à moins de 300€!
La Elegoo Mars 3D :

J'avais prévenu qu'elles ont toutes un peu la même tronche! Le volume d'impression est très réduit, on est sur du 15cm de haut, 6.8cm de profondeur et 12cm de large (à peu près hein).
Mais elle semble simple à utiliser (mis à part la manip de produits nocifs quoi) et les tests cités plus haut encensent la qualité des impressions et de la robustesse du matériel. Voir le site de All3DP par exemple.
Je dois avouer qu'elle me tente terriblement.
Parce que oui, ça serait pour imprimer pièces mécaniques, mais aussi des sculptures et autres figurines... donc le rendu de surface des pièces a clairement une grande importance à mes yeux.
Elle reviendrait à un peu plus de 350€ consommables et autres indispensables inclus :
- imprimante (comprends des gants nitriles, des masques, des filtres pour la résine)
- bidon de 500g de résine
- alcool isopropylique
- lampe UV (le machin à sécher les ongles en l'occurrence)
- un pinceau doux pour laver les impressions et le bac à résine
Comme vous l'aurez compris, la commande de l'Elegoo Mars est lancée, y a pu qu'à attendre la livraison!
Le déboîtage - électrificage
Déboîtage
Imprimante reçue! (ainsi que quelques autres trucs) \o/ WOOT \o/
Pardonnez la qualité et le cadrage des photos, j'ai eu du mal à me contraindre à m'arrêter de déballer pour photographier tout ça...
|
|
 |
|


Après ouverture du carton et retrait de la couche supérieure de mousse de protection... COOL c'est pas la version grise et orange, mais la version noire et rouge, ça claque! Très bonne surprise, vu que pour moi, elle bien plus jolie dans ce schéma de couleurs. Mais continuons avec les accessoires fournis :
 |
 |
La pince à découper n'est pas d'une qualité affolante, mais ça sera suffisant pour l'instant, raclette, tient les masques semblent un peu plus protecteurs que ce que j'ai pu voir dans d'autres unboxing, petit verre mesureur, des gants biens roulés dans le verre, un jeu de filtres, des clés et tournevis 6 pans, quelques vis de rechange, une clé USB, le transfo et un support d'égouttage du plateau.
Comme vous pouvez le constater, pas de résine fournie avec l'imprimante. Ne vous inquiétez pas, je l'ai reçue hier, elle est stockée dans le garage en attendant que tout soit arrivé.
Electrificage
Même si je ne compte pas imprimer de suite, je vais la mettre sous tension histoire de tester que tout fonctionne :
 |
 |
 |
- Après branchage et mise sous tension sans explosion de fusible, on remonte l'axe Z, histoire de vérifier l'absence de point dur et que le chariot va bien jusqu'au bout de l'axe - il reste approx 2cm (à vue de nez) de tige filetée au-dessus du chariot ✔️
- Fixage de plateau, retrait de la cuve, reste à desserrer les deux vis pour relâcher la rotule du plateau et pouvoir régler le point 0 de l'axe Z ✔️
- Après avoir positionné une feuille de papier sous le plateau, lancement de la procédure de prise de référence - on en profite pour contrôler que la descente se passe bien elle aussi ✔️
 |
 |
|
- Le plateau en bas, resserrage des vis du plateau. D'abord celle en façade, ensuite celle sur le côté, on vérifie en tirant sur les coins de la feuilles que le plateau est bien parallèle à l'écran - les deux côtés de la feuille opposent la même petite résistance ✔️
- Remonter le plateau assez haut pour pouvoir visualiser l'écran d'impression et lancer une exposition de quelques secondes - permet le contrôle de l'écran et de la lampe ✔️
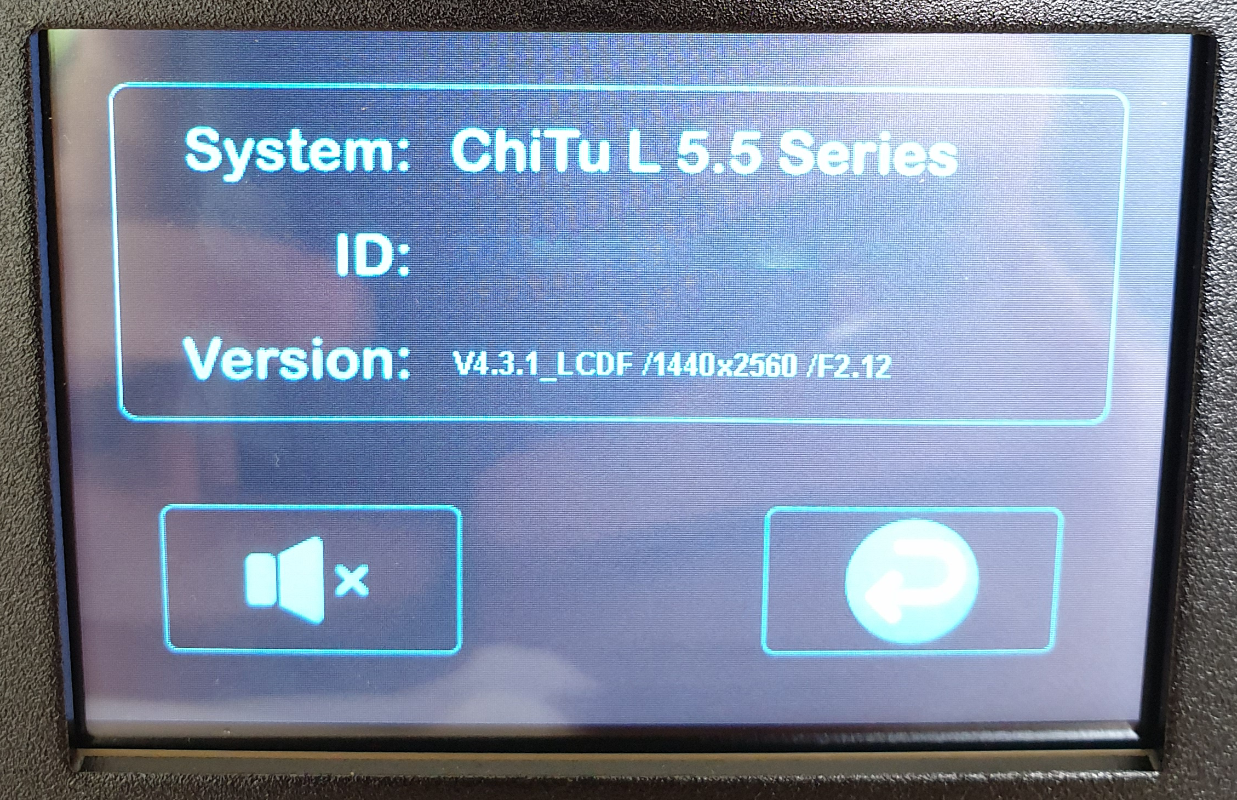
- Vérifier la version de la carte mère et des firmwares écrans et ChiTu - ça n'est pas un vieux fond de stock : l'écran est bien 2k et à priori, le firmware est plus récent que celui dispo chez Elegoo ?!? ✔️
L'ID est bien présent, je l'ai juste flouté parce que ça ne concerne que mon imprimante et moi !
Le test des deux tours
Impression
L'imprimante est prête, je l'installe temporairement dans le salon, juste histoire de jeter un coup d'œil plus facilement sur le processus d'impression des tours de test. Elle sera bien entendu installée dans l'atelier après ça.

Je n'ai pas fait de photos de la préparation, j'aborde tout ça en détails dans la suite de l'article. En résumé, j'ai installé l'imprimante, fait un petit nettoyage, mis de la résine dans la cuve et lancé l'impression. (Après m'être souvenu de brancher la clé usb )
Impression en cours, veuillez patienter ... GNIIIIIII
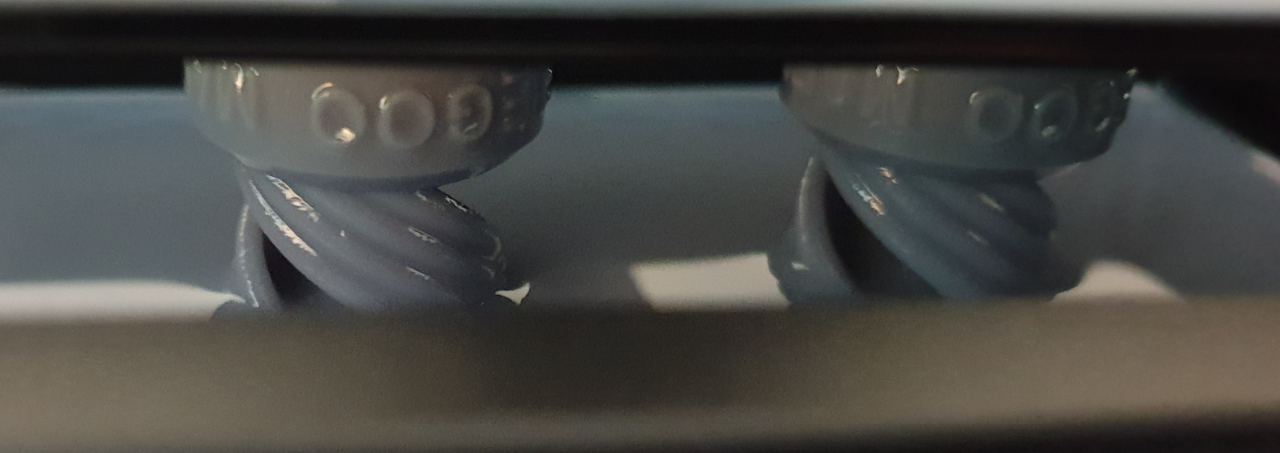
C'est tout "gluant" de résine, mais ça ressemble pas mal à ce qu'on doit obtenir. Look good! 👍
Finitions
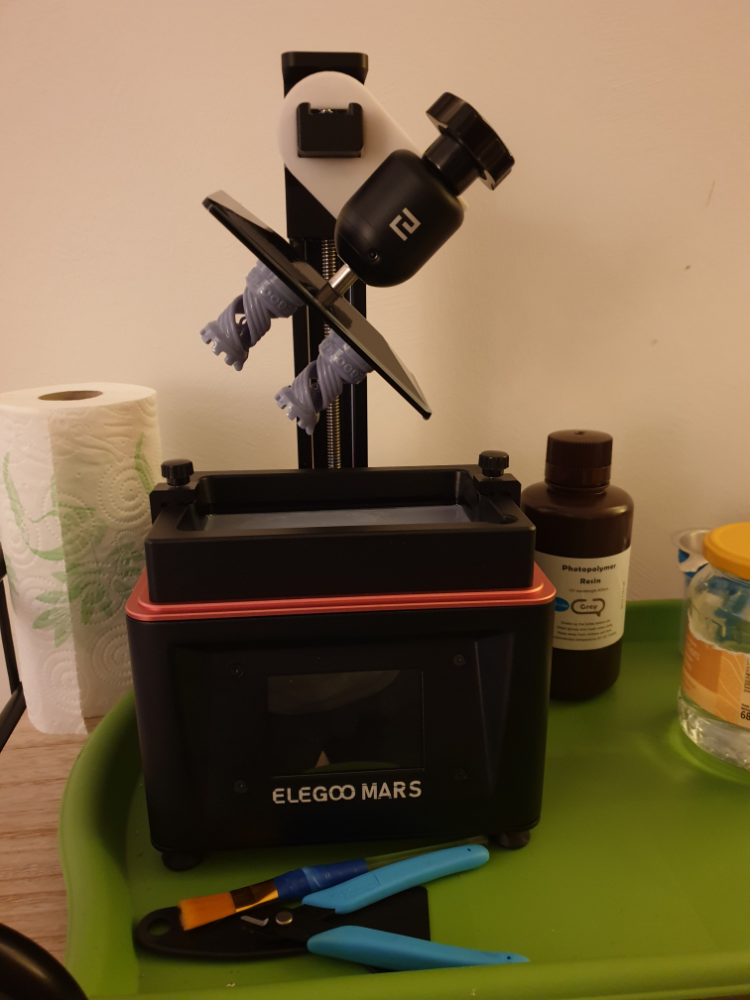
L'impression est terminée, le plateau et les pièces sont à l'égouttage pour une vingtaine de minutes, ça permet de limiter la contamination de l'alcool (et donc de l'utiliser plus longtemps) ET de récupérer un peu de résine. A 25€ le bidon de 500g de résine, y a pas de petites économies !
Evidemment, pour éviter d'embaumer tout le salon, j'ai remis le capot rapidement. Ça pue quand même sévère la résine ^^
Décollage des pièces que j'ai laissé tremper dans l'alcool le temps de nettoyer l'imprimante 15-20 minutes quoi, après séchage, elles font un petit tour dans le sécheur à ongles.
Résultat :
 Je sais pas pour vous, mais c'est plus beau que ce à quoi je m'attendais! Les tours font un peu moins de 5cm de haut et sans une examination approfondie, j'ai du mal à détecter les défauts.
Je sais pas pour vous, mais c'est plus beau que ce à quoi je m'attendais! Les tours font un peu moins de 5cm de haut et sans une examination approfondie, j'ai du mal à détecter les défauts.
Comment qu'on s'en sert donc?
- Brouillon qui sera amélioré et agrémenté de photos lorsque j'aurai réellement commencé à imprimer mes pièces. -
Première étape : préparer les fichiers à imprimer
Pour que l'imprimante sache quoi imprimer à chaque couche, nous allons préparer l'impression dans ChiTu Box. Il contient tous les outils utiles pour avoir un résultat exploitable du slicer.
Pourquoi ChiTu Box et pas un autre logiciel de slicing ? Parce que la Elegoo Mars est équipée d'une carte mère ChiTu. 😉
Avant de slicer le ou les modèles, on les positionne sur la surface correspondant au plateau de l'imprimante.
Ensuite, on paramètre l'évidement de la pièce finale. Les petites pièces sont plutôt imprimées pleines. Les grosses pièces sont évidées pour économiser de la matière. Si la pièce évidée doit faire preuve d'une certaine résistance mécanique, on peut ajouter un remplissage parameteable. Le remplissage est un quadrillage qui sera imprimer dans la partie évidée. On peut choisir le taux de remplissage et l'épaisseur des parois.
Étape cruciale pour obtenir une impression correcte, ajouter des supports. Sinon, les morceaux en surplomb risquent de rester collés au fond de la cuve au lieu de suivre le plateau...
C'est le moment de passer le slicer sur le modèle et ses supports ! Vérifier le résultat, histoire de ne pas oublier un support quelque part.
Seconde étape : préparer la machine
On vérifie d'abord que le plateau mobile est bien parallèle au fond de la cuve. Dans mon cas, je l'avais déjà fait lors de l'impression de test. 😉
Après avoir bien agité le bidon de résine, enfilage des ÉPI et remplissage de la cuve. Ça ne sert à rien de trop remplir la cuve, le constructeur recommande de ne pas dépasser 1/3 de la hauteur.
Si jamais ça n'était pas suffisant pour imprimer tout le modèle, il faudrait mettre l'impression en pause avant d'être à sec et de rempoter la cuve.
On remet le capot sur la bestiole et les EPI ne sont plus utiles !
Y a plus qu'à choisir le fichier à imprimer sur l'écran du bouzin et appuyer sur play.
Troisième étape : attendre la fin de l'impression
Le temps d'impression va être directement proportionnel avec la taille sur l'axe Z du travail d'impression. Mais aussi de la résine utilisée (certaines résines polymérisent plus vite que d'autres) et de l'épaisseur des couches (la "résolution" de l'impression sur l'axe Z).
Patience. 😴
Quatrième étape : le grand nettoiement
L'impression est finie, ont peu jouer avec les ptits bouts imprimés ? NON!
Avec une imprimante FDM, on pourrait avec les SLA, y a encore pas mal de boulot. En premier, remettre ses EPI parce qu'on va patauger dans la résine.
Après ouverture de l'imprimante et démontage du plateau, je décolle les pièces imprimées avec la spatule au-dessus de feuilles d'essuie-tout histoire de pas foutre de la résine partout. Une fois les pièces décollées, on les jette dans un bain d'alcool isopropylique.
Pendant qu'elles prennent leur bain, c'est le moment parfait pour nettoyer l'imprimante :
- Récupérer un max de résine en raclant le plateau avec la spatule au dessus du réservoir de l'imprimante et ensuite, nettoyer le plateau à l'isopropanol au-dessus d'un bac de récupération (beaucoup de tutos expliquent que même avec un peu de résine dedans, l'alcool fait encore très bien son taf).
- Vider le réservoir dans le bidon en utilisant un filtre très fin pour éliminer un maximum de particules polymérisée qui pourraient trainer dans la résine usagée.
- Utiliser un pinceau doux pour accélérer la récup du fond de la cuve et ensuite, nettoyer la cuve avec un produit non agressif (dans mon cas un produit de nettoyage d'écran biodégradable).
- VOILA, c'était un peu chiant, mais j'ai connu pire.

Les pièces ont macéré pendant ce temps, si je me procure un jour un nettoyeur à ultra-sons, ça serait le moment de jeter les pièces dedans. Là, je vais me contenter d'agiter un peu les pièces dans leur pot d'alcool et éventuellement, jouer du pinceau pour bien tout laver avant de laisser tremper encore un peu.
Si les pièces ont des support, c'est le bon moment pour les retirer.
Maintenant qu'on a des pièces toutes propres, pour finaliser de solidifier les pièces, il faut les exposer aux UV. Il existe plusieurs solutions pour ça :
- Les laisser sur une terrasse orientée plein sud pendant quelques temps.
- Utiliser une petite lampe de poche à UV.
- Utiliser une curing box <- mon choix.
Une curing box est une boite aux parois plus ou moins réfléchissantes dans laquelle sont installées des sources d'UV permettant de finaliser la polymérisation des pièces imprimées. Dans mon cas, j'ai choisi une boite à séchage de vernis à ongles pas trop chère, équipée de 4 tubes à UV. Puis à partir des composants, y a moyen de se bricoler une curing box plus grande.
Hop hop hop, elles sont belles, elles sont toutes bronzées, mes pièces ! Là, c'est la fin, on peut manipuler librement les pièces, elles sont finies à 100%, prêtes à être utilisées.